 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик
 - Xəbərlər - Dongying Haorun Chemical Co.,Ltd.")
Bizə Zəng Edin
+86-13906474940
Bizə e-poçt göndərin
sales@tenachtyre.com

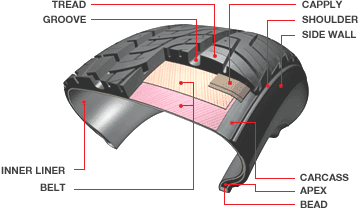
Təkər istehsalı prosesində ümumi keyfiyyət qüsurları və onların səbəbləri (1)
Ümumi keyfiyyət qüsurları və protektorun sıxılmasının səbəbləri
1. Səthin pürüzlülüyünün səbəbləri bunlardır: aşağı istiliklə təmizləmə temperaturu və qeyri-bərabər istilik təmizlənməsi; Ekstruziya temperaturu çox aşağıdır; rezin yanması; Basma sürəti çox sürətlidir və əlaqə cihazının sürəti ona uyğun gəlmir.
2. Protektorun daxilində hava dəliklərinin əmələ gəlməsinin səbəbləri bunlardır: xammalda yüksək nəmlik və ya uçucu maddələr; Havanın daxil olması ilə düzgün olmayan istilik təmizlənməsi prosesi; Ekstruziya temperaturu çox yüksəkdir; Basma sürəti çox sürətlidir və yapışqan təchizatı kifayət deyil.
3. Protektor hissəsinin ölçüsü və çəkisinin tələblərə cavab verməməsinin səbəbi ekstruziya lövhəsinin quraşdırılmasının düzgün aparılmamasıdır; ağız boşqabının deformasiyası; İstilik emal temperaturuna və ekstruziya temperaturuna düzgün nəzarət edilməməsi; qeyri-bərabər basma sürəti və ya əlaqə cihazının düzgün əlaqələndirilməməsi; Sıxıldıqdan sonra qeyri-kafi soyutma; Qeyri-kafi istilik təmizlənməsi.
4. Yandırmanın səbəbləri bunlardır: rezin formulun düzgün tərtib edilməməsi və yandırma qabiliyyətinin zəif olması; Yüksək istilik emal və ekstruziya temperaturu; Maşın başlığında yapışqan yığılması, ölü künclər və ya soyuducu suyun tıxanması var; Yapışqan tədarükü kəsilir və boş maşın materiallarla ilişib qalır.
5. Kənarın qırılmasının səbəbləri bunlardır: rezin materialın kifayət qədər istiliklə təmizlənməsi və aşağı plastikliyi; rezin yanması; Protektor profilinin kənarında kiçik və ya bloklanmış kükürdlü rezin ağız; Maşın başlığının və ağız boşqabının aşağı temperaturu
Sorğu göndərin


X
Biz sizə daha yaxşı baxış təcrübəsi təklif etmək, sayt trafikini təhlil etmək və məzmunu fərdiləşdirmək üçün kukilərdən istifadə edirik. Bu saytdan istifadə etməklə siz kukilərdən istifadəmizlə razılaşırsınız.
Məxfilik Siyasəti
Xəbəri
 Yük maşınının təkərlərinin texniki xüsusiyyətləri nədir?2021/05/20
Yük maşınının təkərlərinin texniki xüsusiyyətləri nədir?2021/05/20İstər yük maşını, istər yük maşını, istərsə də minik maşını olsun, təkərin ölçüsü eynidir və en kəsiyi eni və düz nisbət nisbətində millimetrdir. Əlavə edin: təkər növü kodu, jant diametri (in.), Yük indeksi (icazə verilən yük keyfiyyət kodu), icazə verilən sürət kodu.
 30 və 50 yükləyicinin təkər təzyiqi nə qədərdir?2021/05/20
30 və 50 yükləyicinin təkər təzyiqi nə qədərdir?2021/05/2030 və 50 yükləyicinin təkər təzyiqi müvafiq olaraq 0.32-0.34MPa və 0.28-0.30MPa-dır.